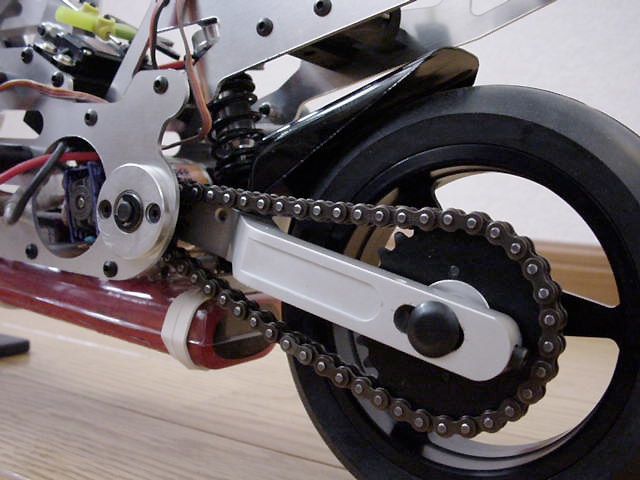
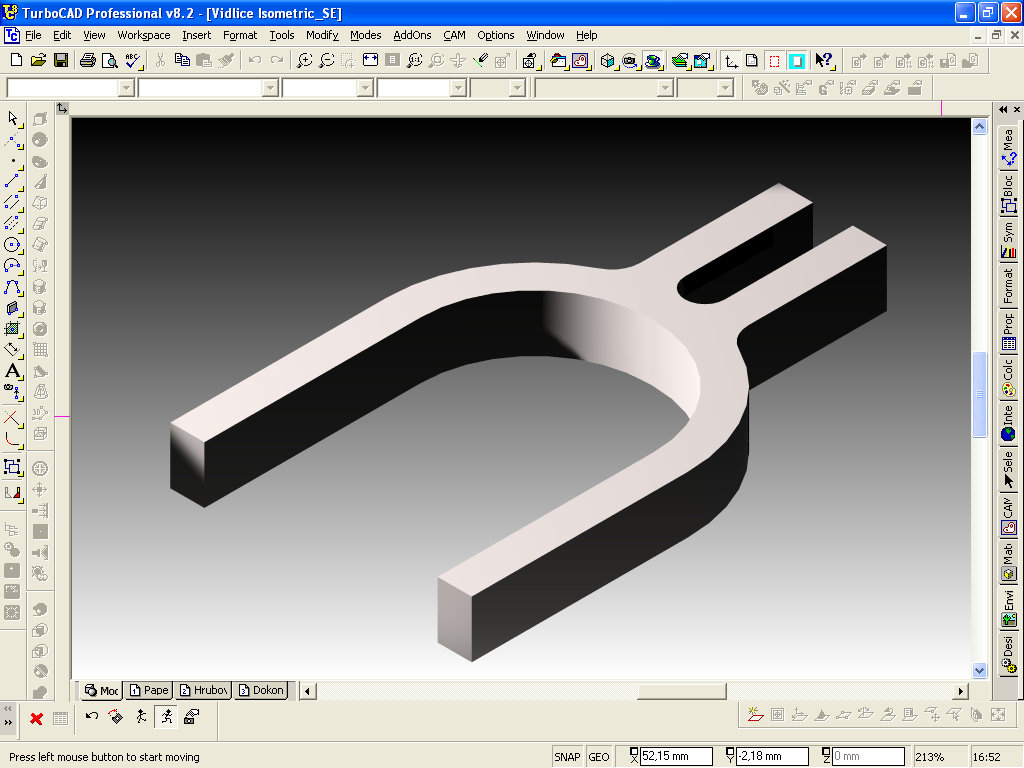
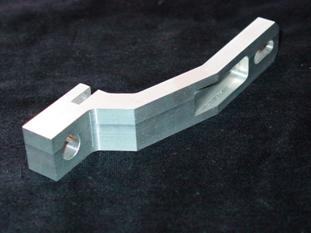
Navrhnout a obráběním vytvořit závěs zadního kola modelu motorky (obr. 1,2). Důraz je kladen na pevnost součásti, rozměrovou přesnost i design.
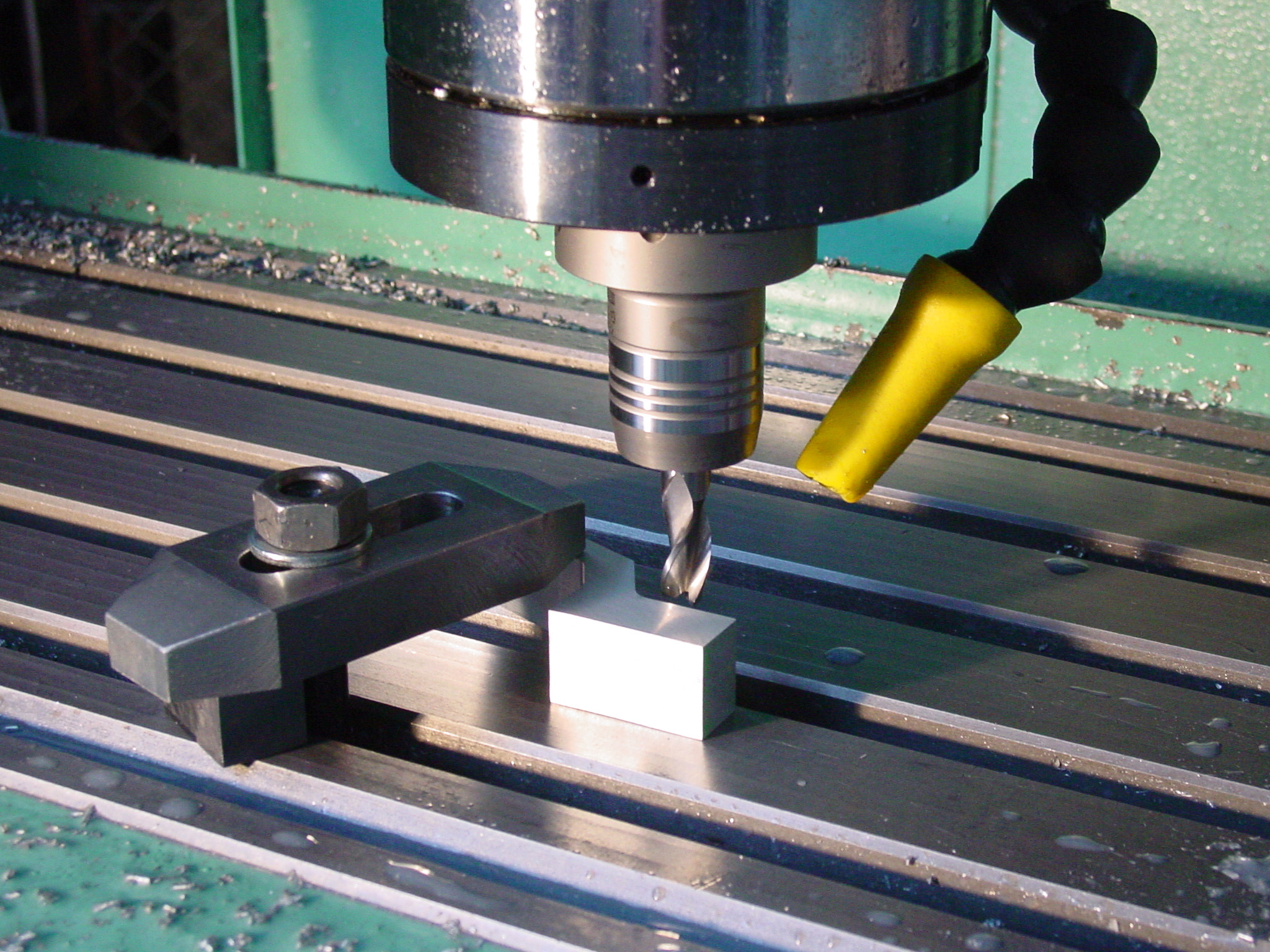
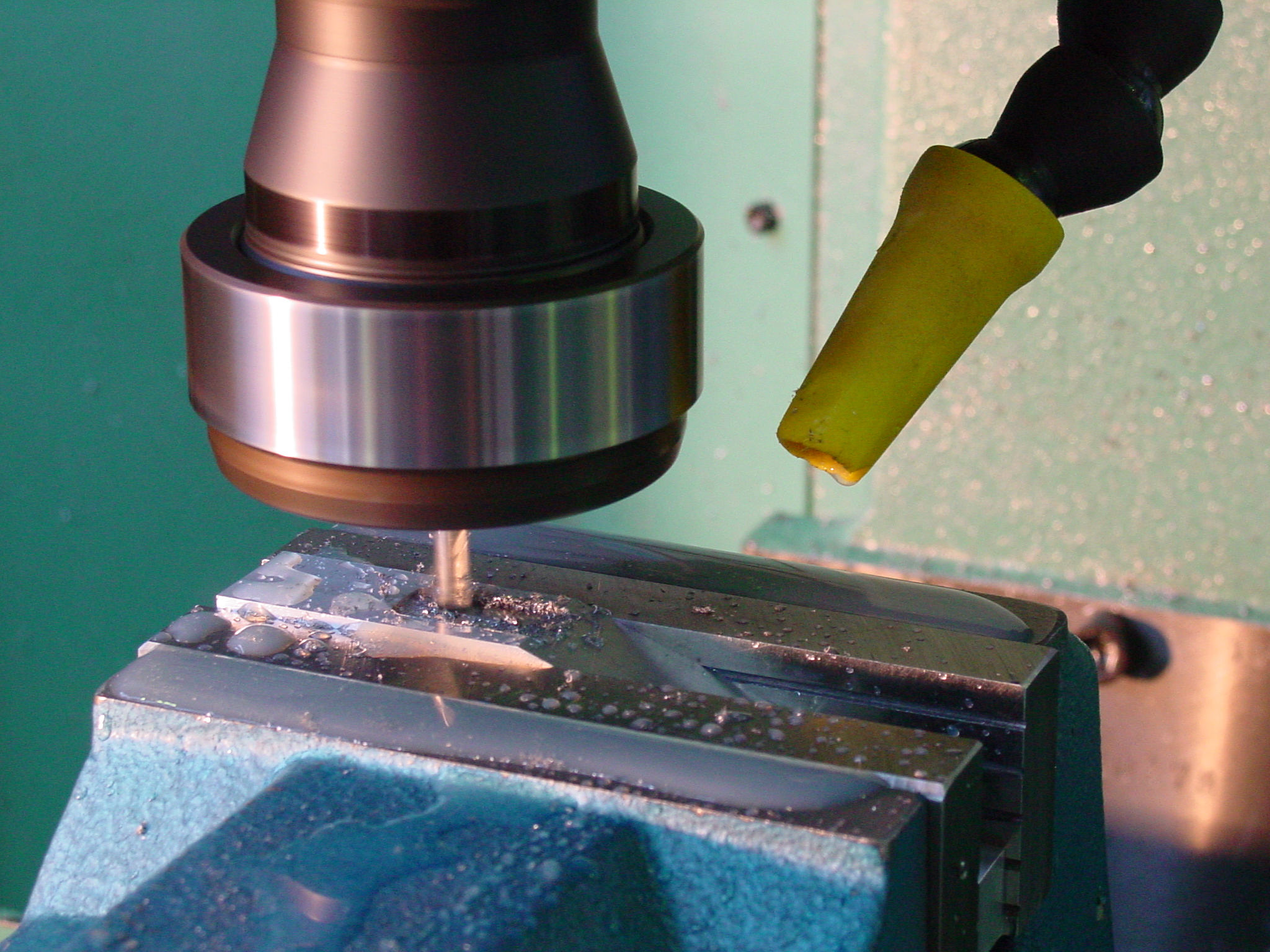
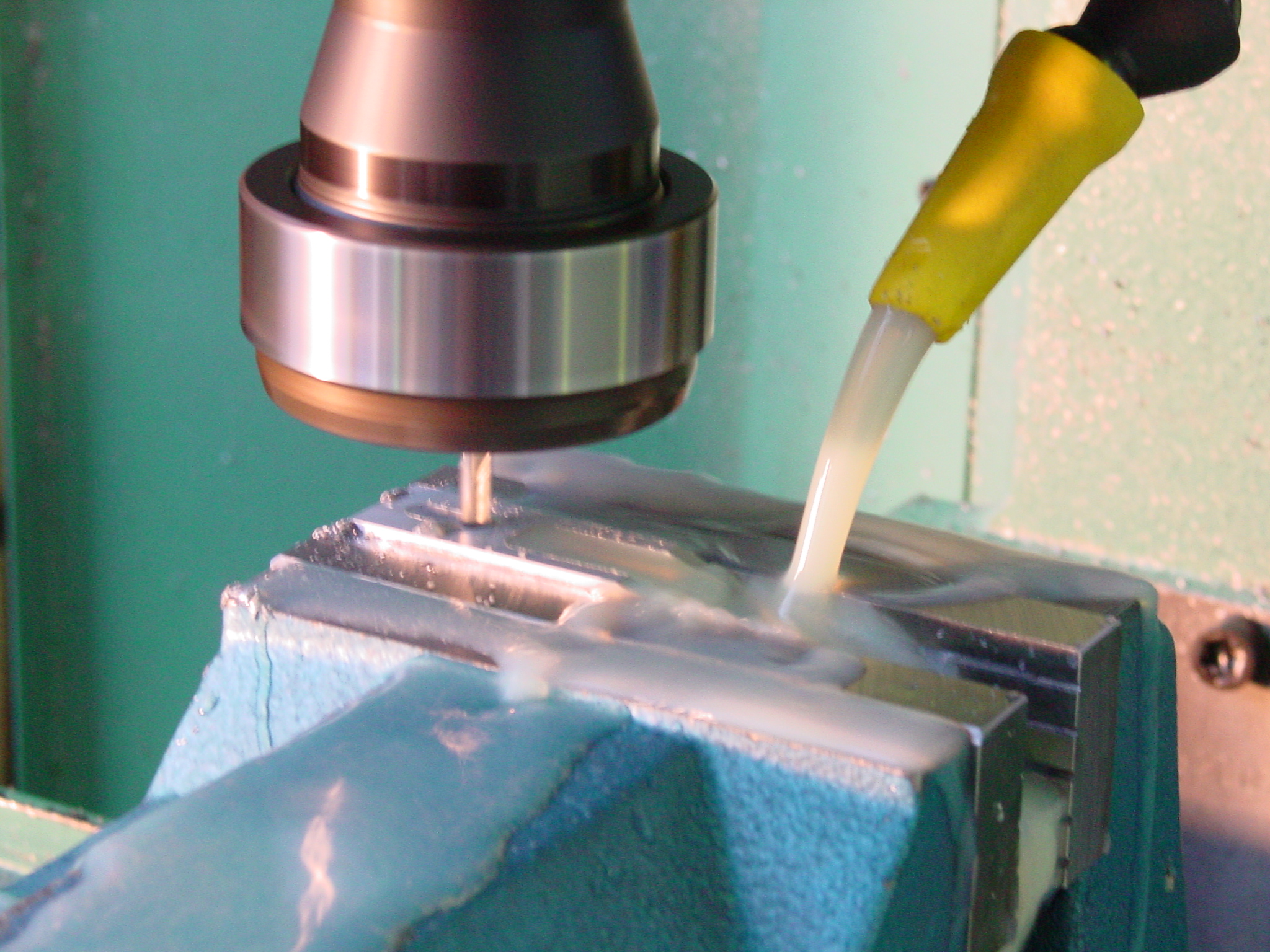
Obrábění základního tvaru součásti je možno realizovat při upnutí součásti upínkami přímo na pracovní stůl frézky (obr. 4). Po odepnutí a případném zarovnání součásti na rozměr (šířku) 20mm je možno obrábět drážky a díry. Zde je vhodné využít pro upnutí strojní svěrák. Otvor ø10mm byl předvrtán vrtákem ø6mm (obr. 5) a následně převrtán na konečný ø10mm (obr. 6).
Hrubování základního tvaru frézou ø10mm:
0 BEGIN PGM 86 MM
1 BLK FORM 0.1 Z X-10 Y-44 Z-20
2 BLK FORM 0.2 X+120 Y+20 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3000
5 L X+0 Y+0 Z+5 R0 FMAX M3 M8
6 L X-10 Y-10 Z+5 FMAX
7 L Z-2 F50
8 L X-5.1 Y-5.1 R0 F100
9 L Y+13.1 F200
10 L X+50.9
11 L X+90.69 Y-1.38
12 L X+98.49 Y-14.9
13 L X+123.1
14 L Y-39.1
15 L X+78.9
...
145 L X+123.1
146 L Y-39.1
147 L X+78.9
148 L Y-21.37
149 L X+75.31 Y-15.15
150 L X+47.69 Y-5.1
151 L X-5.1
152 L Z+5 FMAX M30
153 END PGM 86 MM
Dokončovací obrábění základního tvaru frézou ø10mm:
0 BEGIN PGM 87 MM
1 BLK FORM 0.1 Z X-10 Y-44 Z-20
2 BLK FORM 0.2 X+120 Y+20 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3000
5 L X+0 Y+0 Z+5 R0 FMAX M3 M8
6 L X-10 Y-10 Z+5 FMAX
7 L Z-21 F50
8 L X-5 Y-5 R0 F100
9 L Y+13 F200
10 L X+50.88
11 L X+90.62 Y-1.46
12 L X+98.43 Y-15
13 L X+123
14 L Y-39
15 L X+79
16 L Y-21.34
17 L X+75.38 Y-15.07
18 L X+47.71 Y-5
19 L X-5
20 L Z+5 FMAX M30
21 END PGM 87 MM
Zarovnání součásti na rozměr (šířku) 20mm:
0 BEGIN PGM 83 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-8
2 BLK FORM 0.2 X+118 Y+20 Z+0
3 TOOL DEF 1 L+0 R+35
4 TOOL CALL 1 Z S1100
5 L X-35 Y+10 Z+5 R0 FMAX M3 M8
6 L Z-2.52 R0 F100
7 L X+150 R0 F100
8 L Z+3 FMAX
9 L X-35 R0 FMAX
10 END PGM 83 MM
Kompletní obrobení uzavřené drážky frézou ø6mm:
0 BEGIN PGM 85 MM
1 FN 0: Q1 =+0
2 BLK FORM 0.1 Z X+0 Y+0 Z-8
3 BLK FORM 0.2 X+118 Y+20 Z+0
4 TOOL DEF 1 L+0 R+3
5 TOOL CALL 1 Z S3000
6 L X+0 Y+0 Z+5 R0 FMAX M3 M8
7 L X+8 Y+10 Z+5 R0 FMAX
8 L Z+0.1 F50
9 LBL 1
10 Q1 = Q1 - 0.1
11 L Z+Q1 F20
12 L X+18 F50
13 Q1 = Q1 - 0.1
14 L Z+Q1 F20
15 L X+8 F50
16 FN 11: IF +Q1 GT -8.09 GOTO LBL 1
17 L Z+5 F100 M30
18 END PGM 85 MM
Hrubování otevřené kapsy frézou ø6mm:
0 BEGIN PGM 84 MM
1 FN 0: Q1 =+0
2 BLK FORM 0.1 Z X+0 Y+0 Z-8
3 BLK FORM 0.2 X+118 Y+20 Z+0
4 TOOL DEF 1 L+0 R+3
5 TOOL CALL 1 Z S3000
6 L X+0 Y+0 Z+5 R0 FMAX M3 M8
7 L X+63 Y+12.8 Z+5 FMAX
8 L Z+0.1 F50
9 LBL 1
10 Q1 = Q1 - 0.1
11 L Z+Q1 F20
12 L X+29.2 F50
13 L Y+7.2
14 L X+63
15 L Y+12.8 F250
16 FN 11: IF +Q1 GT -3.89 GOTO LBL 1
17 L Z+5 F100 M30
18 END PGM 84 MM
Dokončování otevřené kapsy frézou ø6mm:
0 BEGIN PGM 80 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-8
2 BLK FORM 0.2 X+118 Y+20 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S3000
5 L X+0 Y+0 Z+5 R0 FMAX M3 M8
6 L X+63 Y+13 Z+5 FMAX
7 L Z-4 R0 F50
8 L X+29 F50
9 L Y+7
10 L X+63
11 L Z+5 F100 M30
12 END PGM 80 MM
Předvrtání a vrtání otvoru vrtákem ø6mm a frézou ø10mm:
0 BEGIN PGM 82 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-8
2 BLK FORM 0.2 X+118 Y+20 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S3000
5 L X+0 Y+0 Z+5 R0 FMAX M3 M8
6 L X+10 Y+10 Z+5 F500
7 CYCL DEF 200 VRTANI ~
Q200 = 2 ;BEZPEC. VZDALENOST ~
Q201 = -15 ;HLOUBKA ~
Q206 = 50 ;POSUV NA HLOUBKU ~
Q202 = 5 ;HLOUBKA PRISUVU ~
Q210 = 0 ;CAS.PRODLEVA NAHORE ~
Q203 = +0 ;SOURADNICE POVRCHU ~
Q204 = 10 ;2. BEZPEC.VZDALENOST
8 CYCL CALL
9 L Z+5 F500 M30
10 END PGM 82 MM
Program (sražení hran):
0 BEGIN PGM 81 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-8
2 BLK FORM 0.2 X+118 Y+20 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S3000
5 L X+0 Y+0 Z+12 R0 FMAX M3 M8
6 L X+2.59 Y+22.83 Z+12 F500
7 L Z+1 F500
8 L Z-0.5 R0 F100
9 L X-2.83 Y+17.41 R0 F100
10 L Z-1
11 L X+2.59 Y+22.83
12 L Z-1.5
13 L X-2.83 Y+17.41
14 L Z+12 R0 F500
15 L X-2.83 Y+2.59 R0 FMAX
16 L Z+1 R0 F500
17 L Z-0.5 R0 F100
18 L X+2.59 Y-2.83
19 L Z-1
20 L X-2.83 Y+2.59
21 L Z-1.5
22 L X+2.59 Y-2.83
23 L Z+12 F500 M30
24 END PGM 81 MM