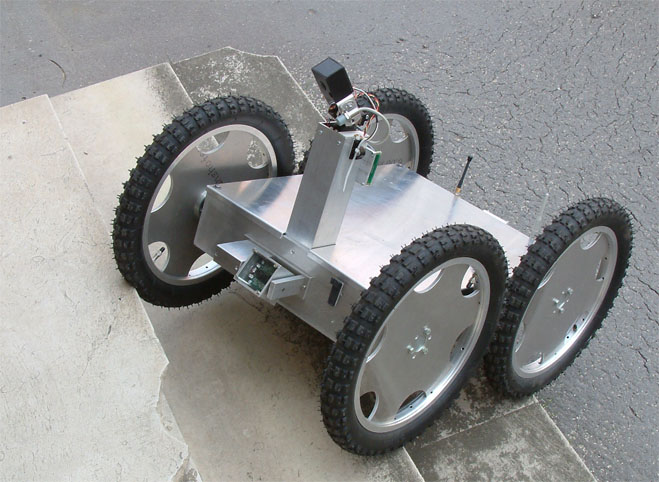
V rámci mezifakultní spolupráce mezi FSI VUT v Brně a FEKT VUT v Brně, byl řešen problém, jak rozpohybovat záchranářského robota v náročném terénu. Jednalo se o robota vyhledávajícího živé osoby např. v sutinách zborcených domů. Možnost pohybu robota přes náročné překážky je při použití kolového podvozku většinou vyloučena. Navržením nového pásového podvozku však již lze realizovat bezpečný pohyb i do schodů a ze schodů. Pravděpodobnost (schopnost) odolat pádu z výšky cca 0,5 m je potom dalším kritériem návrhu tvaru pásových kol podvozku. Samotná výroba kol pak musí zajistit přesnost výrobku i kvalitu kol, u kterých již nebude povrch dále opracován, ani jinak upravován.
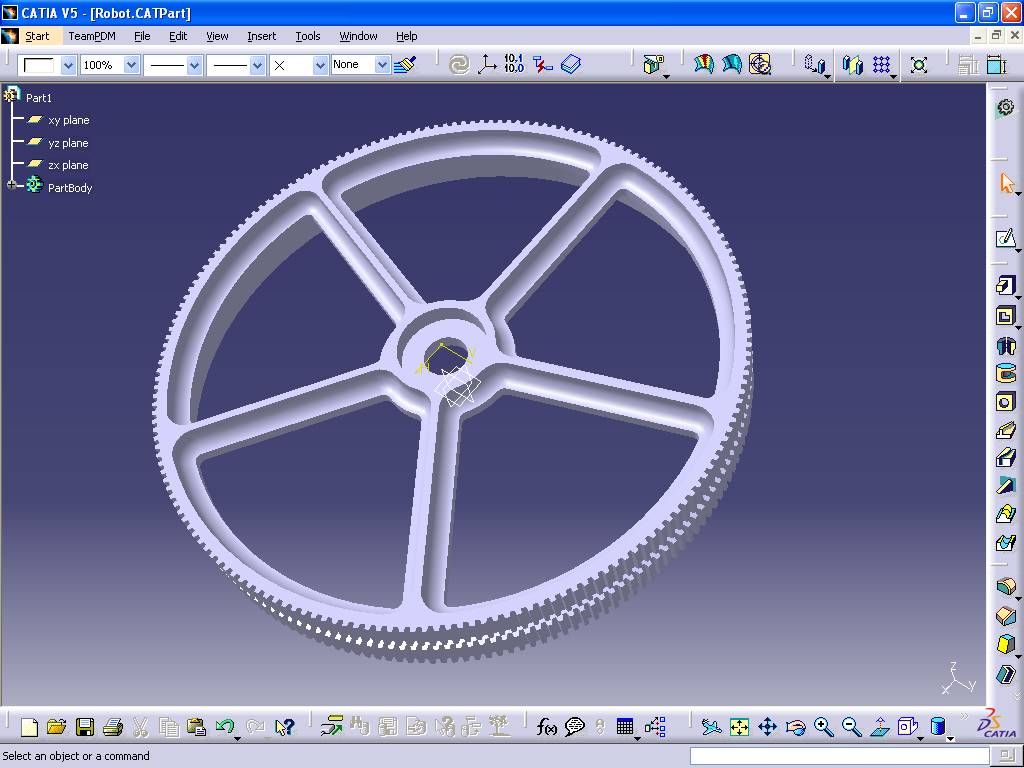
Obráběním odlehčit kola pro záchranářského robota. Důraz je kladen na design výrobku a pevnost (schopnost celku odolat pádu z výšky 0,8m). Přibližný tvar součásti byl definován pouze náčrty viz. obr.2.
Vrtání děr ø6 mm:
0 BEGIN PGM 91 MM
1 BLK FORM 0.1 Z X+0 Y-115 Z-50
2 BLK FORM 0.2 X+200 Y+115 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S4000
5 L X+0 Y+0 Z+35 R0 FMAX M3 M8
6 CYCL DEF 200 VRTANI ~
Q200 = 15 ;BEZPEC. VZDALENOST ~
Q201 = -29 ;HLOUBKA ~
Q206 = 300 ;POSUV NA HLOUBKU ~
Q202 = 15 ;HLOUBKA PRISUVU ~
Q210 = 0 ;CAS.PRODLEVA NAHORE ~
Q203 = +0 ;SOURADNICE POVRCHU ~
Q204 = 35 ;2. BEZPEC.VZDALENOST
7 L X+52 Y+0 Z+35 R0 FMAX
8 CYCL CALL
9 L X+51.56 Y-6.97 R0 FMAX
10 CYCL CALL
...
125 L X+51.56 Y+6.79 R0 FMAX
126 CYCL CALL
127 L X+51.56 Y+6.79 Z+35 R0 FMAX
128 L X+0 Y+0 Z+35 R0 FMAX M30
129 END PGM 91 MM
Frézování můstků mezi vrtanými otvory frézou ø10mm:
0 BEGIN PGM 92 MM
1 BLK FORM 0.1 Z X+0 Y-115 Z-50
2 BLK FORM 0.2 X+200 Y+115 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3500
5 L X+0 Y+0 Z+35 R0 FMAX M3 M8
6 CYCL DEF 200 VRTANI ~
Q200 = 15 ; BEZPEC. VZDALENOST ~
Q201 = -24 ; HLOUBKA ~
Q206 = 250 ; POSUV NA HLOUBKU ~
Q202 = 25 ; HLOUBKA PRISUVU ~
Q210 = 0 ; CAS.PRODLEVA NAHORE ~
Q203 = +0 ; SOURADNICE POVRCHU ~
Q204 = 35 ; 2. BEZPEC.VZDALENOST
7 L X+52 Y+0 Z+35 R0 FMAX
8 CYCL CALL
9 L X+50.19 Y-13.6 R0 FMAX
10 CYCL CALL
11 L X+62.33 Y-22.42 R0 FMAX
12 CYCL CALL
...
65 L X+50.19 Y+13.6 R0 FMAX
66 CYCL CALL
67 L X+50.19 Y+13.6 Z+35 R0 FMAX
68 L X+0 Y+0 Z+35 R0 FMAX M30
69 END PGM 92 MM
Hrubování rádiusu R10:
0 BEGIN PGM 93 MM
1 BLK FORM 0.1 Z X+0 Y-120 Z-50
2 BLK FORM 0.2 X+200 Y+120 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S2400
5 L X+0 Y+0 Z+35 R0 FMAX M3 M8
6 L X+75 Y+0 Z+35 R0 FMAX
7 L X+75 Y+0 Z-11 R0 F250
...
16 L X+75 Y+0 Z+35 R0 FMAX
17 L X+0 Y+0 Z+35 R0 FMAX M30
18 END PGM 93 MM
Hrubování segmentu frézou ø10:
0 BEGIN PGM 94 MM
1 BLK FORM 0.1 Z X0 Y-115 Z-50
2 BLK FORM 0.2 X+200 Y+115 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S1000
5 L X+0 Y+0 Z+35 R0 F MAX M3 M8
6 L X+60 Y+0 Z+35 R0 F MAX
...
16 L X+60 Y+0 Z+35 R0 F 100
17 L X+0 Y+0 Z+35 R0 F MAX M30
18 END PGM 94 MM
Dokončování segmentu frézou ø10:
0 BEGIN PGM 95 MM
1 BLK FORM 0.1 Z X+0 Y-120 Z-50
2 BLK FORM 0.2 X+200 Y+120 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S2000
5 L X+0 Y+0 Z+35 R0 FMAX M3 M8
6 L X+57 Y+0 Z+35 R0 FMAX
7 L X+57 Y+0 Z-26 R0 F250
...
16 L X+57 Y+0 Z+35 R0 FMAX
17 L X+0 Y+0 Z+35 R0 FMAX M30
18 END PGM 95 MM
Dokončování segmentu kulovou frézou ø20:
0 BEGIN PGM 96 MM
1 BLK FORM 0.1 Z X+0 Y-120 Z-50
2 BLK FORM 0.2 X+200 Y+120 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S1000
5 L X+0 Y+0 Z+35 R0 FMAX M3 M8
6 L X+60 Y+0 Z+35 R0 FMAX
...
17 CR X+44.23 Y+12.63 R+5 DR+ F250
18 CR X+46 Y+0 R+46 DR- F250
19 L X+60 Y+0 Z-15 R0 F250
20 L X+60 Y+0 Z+35 R0 FMAX
21 L X+0 Y+0 Z+35 R0 FMAX M30
22 END PGM 96 MM
Vzhledem k požadované rozměrové přesnosti výroby byly pro kontrolu přesnosti obrábění zvoleny následující měřidla.