Vidliceúvodní strana » Heidenhain TNC 310 » Vidlice podvozku letadla
ÚvodNásledující příklad je zaměřen na základy programování řídicího systému Heidenhain TNC310. Programování bude pro zjednodušení provedeno bez využití průměrových korekcí nástroje a pro určení přesné polohy uzlových bodů osy nástroje bude místo výpočtů využit CAD systém.
Specifikace zadáníV programu TurboCAD/CAM Professional v.8 vytvořte grafický model součásti (v modelovém prostoru), který bude interaktivně propojen s technickým výkresem a dalšími technickými nákresy (ve výkresovém prostoru). Vytvořte NC programy pro hrubování a dokončení základního tvaru součásti (bez využití průměrových korekcí) a součást obrobte.
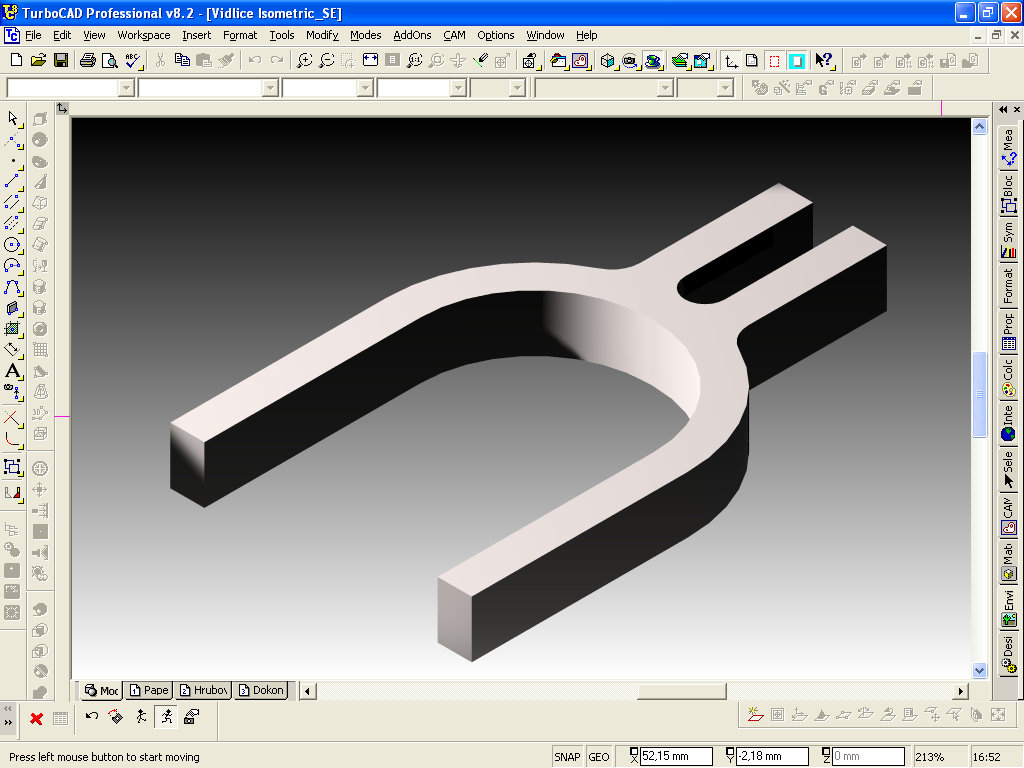
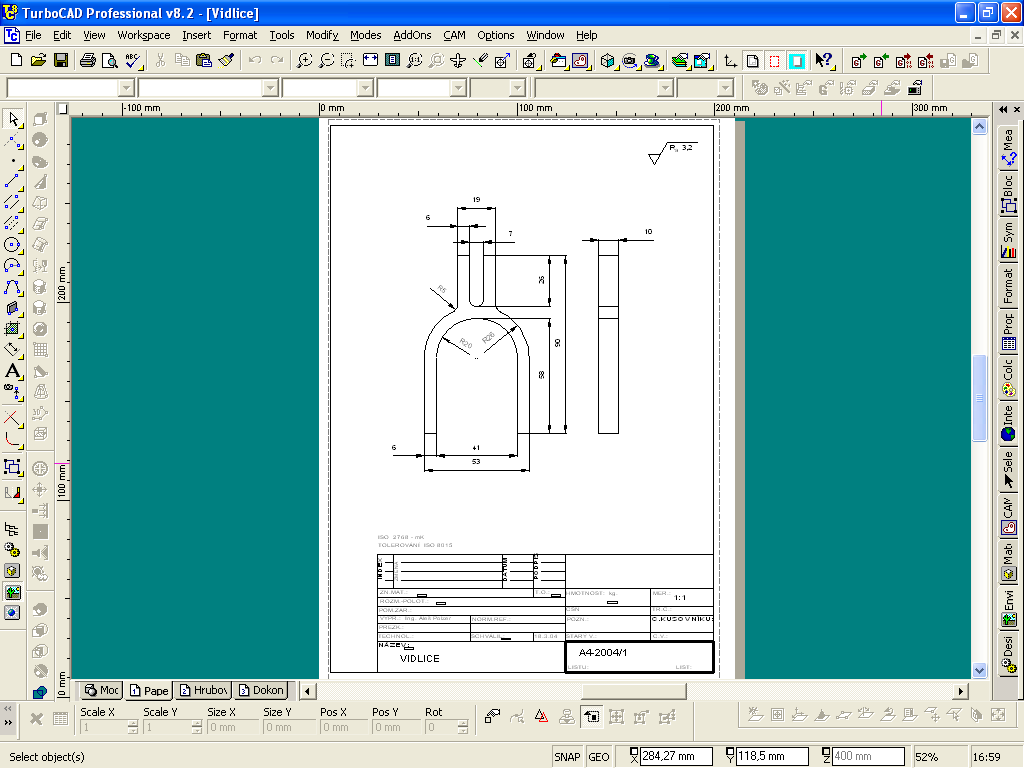
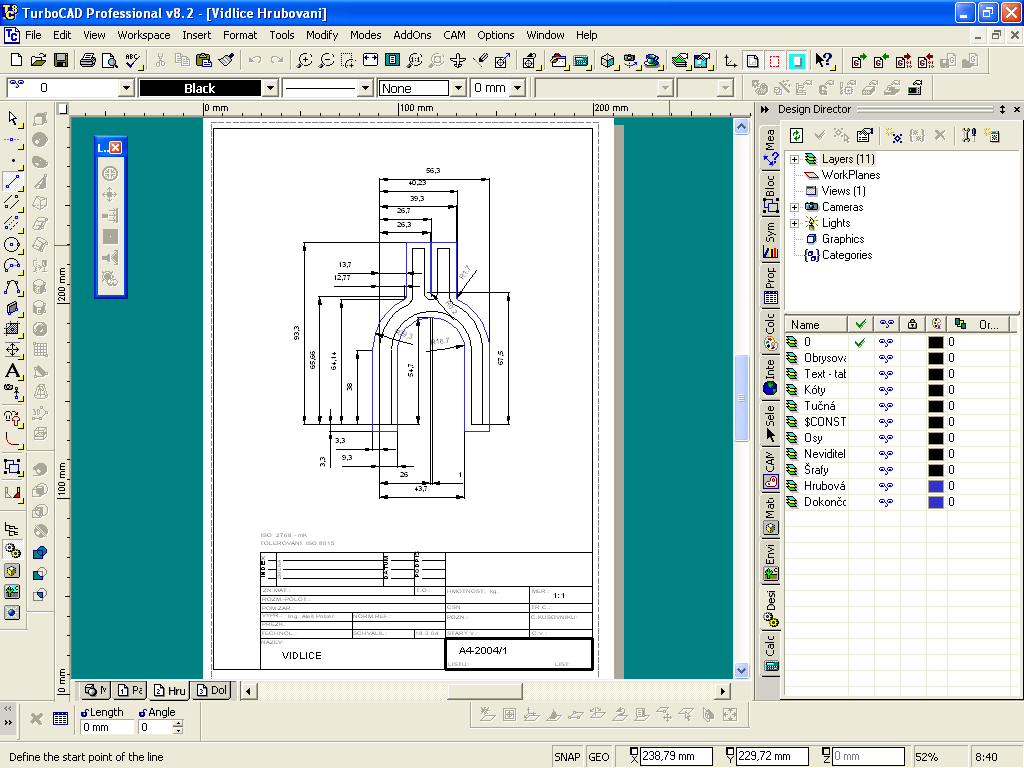
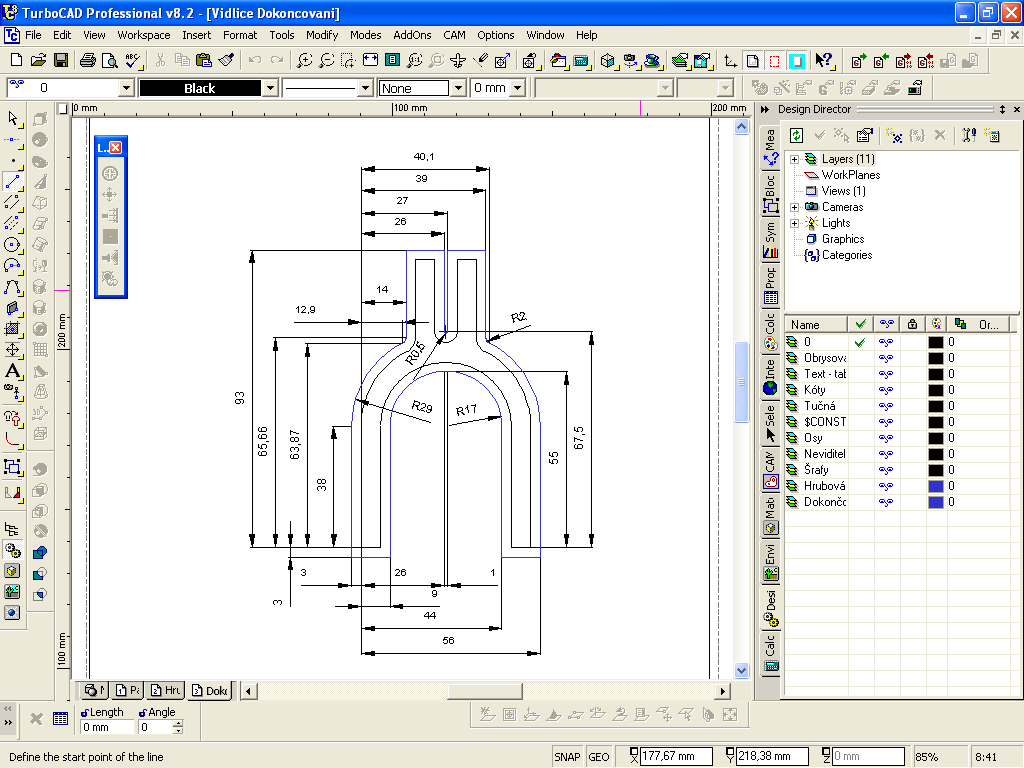
Řešení1. Grafické zpracování zadání v CAD systémuVytvoření modelu zadané součástky není nikterak náročné a lze ho snadno realizovat v různých středních i malých CAD systémech. Tvar součástky je možno při modelování zjednodušit na obvodovou (hraniční) křivku, která se skládá z oblouků a přímkových elementů. Spojením těchto elementů do jedné uzavřené 2D křivky a následným vytažením této křivky do prostoru (vytažením v ose Z) je vytvořeno 3D těleso (obr.1). Definováním pohledů (např. nárys a bokorys) na tento díl a jejich vložením do výkresového prostoru je zajištěno interaktivní propojení modelu a zobrazení ve výkresu (obr.2). Změny v modelu se tak automaticky projevují ve všech interaktivně propojených částech. Nákresy lze doplnit 2D křivkou ve vzdálenosti odpovídající poloměru nástroje (obr.4). V případě, že křivka je ve větší vzdálenosti než poloměr řezného nástroje (obr.3), vznikne (po obrobení) na součásti přídavek na dokončení. Vytvořené body napojení mezi přímkovými nebo kruhovými elementy (uzlové body) jsou pak určují pro polohování (programování dráhy) nástroje. Vhodným zakótováním uzlových bodů získáme podklady pro tvorbu NC programu.
2. Vytvoření NC programu Při programování systému Heidenhain TNC 310 v dialogu je nutno dodržet jistý formát. V případě, že je NC program vytvářen přímo v systému (editoru) Heidenhain, je formát bloků editorem hlídán a v průběhu dialogového programování je programátor nucen postupně doplňovat požadovaná data. NC programy lze ovšem psát i v libovolném textovém editoru a následně celý program poslat do výrobního stroje prostřednictvím komunikačního software TNCremo. NC programy připravené pro výrobní stroj: Programy.zip.
Hrubování součásti:
Dokončování součásti:
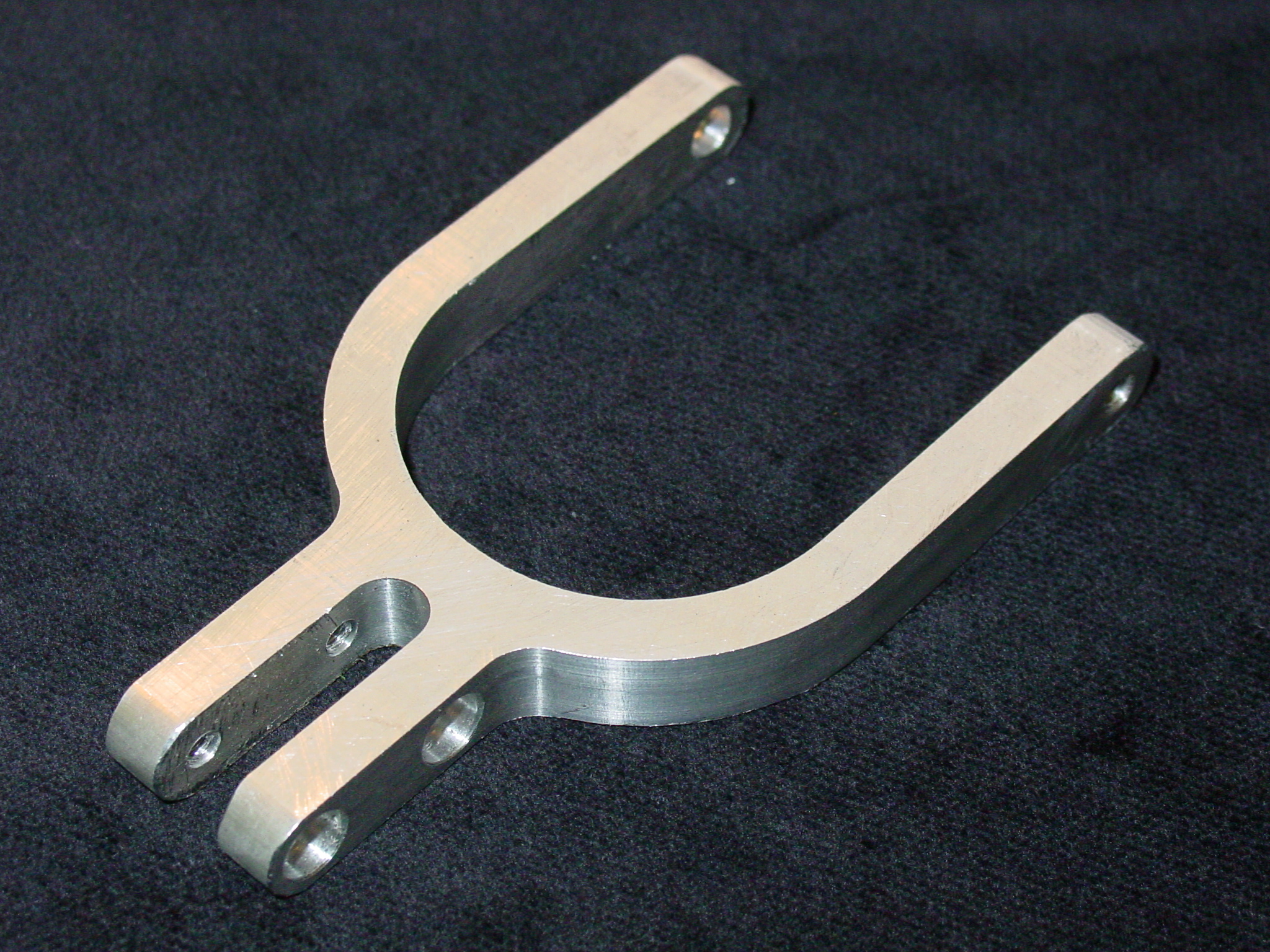
3. Výroba součásti Vzhledem k předem určenému polotovaru (tvaru kvádr s výškou přesahující požadovanou výšku součásti) a k požadavku vyrobit základní tvar součásti na jedno upnutí, bylo zvoleno upínání součásti strojním svěrákem. Dalšími technologickými operacemi byly následně vytvořeny otvory (obr.5) a součást byla zkompletována do podsestavy (obr.6).
|